近几年来,随着国民经济的快速发展,电子、仪器仪表、建筑装饰等行业不仅对不 锈钢带材的性能及厚度精度提出了越来越高的要求,而且对板形的要求也越来越高。采用现有的两弯两矫拉伸弯曲矫直机用于消除不锈钢卷板带材的双边波浪、单边波浪、中间波 浪、两肋波浪、翘曲及瓢曲和潜在板形不良等三维板形缺陷发挥了一定的积极作用。但由于其属于纯拉伸矫直,虽然适用于薄带材,但其辊组之间的最大张应力须大于带材的屈服强度,造成张力辊驱动电机的功率较大,而且对于不锈钢带、钛合金、有色金属等脆性材料以 及屈服极限与强度极限接近的材料,容易拉断带材。
发明内容
本实用新型的目的是针对现有不锈钢带材矫直机矫直质量差,矫直精度低等问题,提供一种矫直质量好,矫直精度高的不锈钢带用23 辊矫直机。
本实用新型的有益效果是,上辊装置可实现偏摆及压下调整,下辊可通过凸度调 节机构设置多段支承辊,用以调整工作辊的挠度,消除板带的局部瓢曲或单、双边浪形,其各段支承辊可单独调整压下,沿工作辊长度方向可使带材产生不同的变形,以消除板带边缘或中部的板形缺陷。矫直不锈钢带材的厚度为0.08 ~ 0.8mm。经使用,取得满意的效果。 本实用新型主要用于不锈钢带用23 辊矫直机。
附图说明
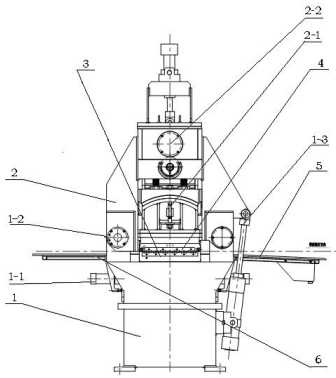
图1是本实用新型的结构示意图。
具体实施方式
下面结合附图对本实用新型作进一步的描述 :
如图1 所示。本实用新型不锈钢带专用矫直机由下架装配1、上架装配;2、下辊装配;3、上辊装配;4、入口导板;5 和出口导板;6 等构成。
其中,下架装配1 的下架固定在地基上, 包括凸度调节机构1 - 1、定位装置1 - 2、翻转装置1-3、下架。凸度调节机构1 - 1 包括 伺服阀、伺服油缸、斜块,伺服阀既可安装在伺服油缸上,也可安装在阀台上,伺服油缸的活 塞杆与斜块通过螺纹联接,同时斜块与下架存在着滑动配合可沿配合面前后移动,在下支承辊下底面也设计有斜面与斜块的斜面相配,其斜度具备自锁功能,当伺服阀控制伺服油缸调整凸度时,斜块在活塞杆的推动下沿着滑动面移动,斜块通过斜面将下支承辊向上、下方向运动,进而推动中间辊及工作辊在此处形成局部弯曲,从而可以矫正钢带的局部翘曲及瓢曲和潜在板形不良等三维板形缺陷。翻转装置1-3 由翻转油缸和回转轴组成,翻转油缸采用中间铰轴式,中间铰轴安装在下架上,活塞杆上有联接有铰耳座安装在上架,下架和上架装配2 的上架通过回转轴联接,并且上架可绕回转轴旋转一定角度,当翻转油缸的活塞收回时,活塞杆上的铰耳座拉动上架沿回转轴旋转,从而使上架装置打开,当油缸活塞杆伸出时则相反,可使上架装置闭合,打开及闭合的极限位由近接开关控制。定位装置1 - 2 由定位油缸、锥销、大锥套和小锥套组成,定位油缸固定在上架装配上,锥销安装在定位油缸的活塞杆上,大锥套、小锥套分别安装在上架装配、下架装配上,且其两段锥面与锥销紧 密配合,当翻转装置 1-3 闭合,近接开关发出信号,定位油缸活塞杆伸出带动锥销前行插入大、小锥套孔中,使上架装置与下架装置牢固联接,当需清洗或换辊时,定位油缸活塞杆缩回带动锥销从大、小锥套中抽出,然后翻转装置动作将上架装置打开。当换辊或清洗辊子时 先将定位装置1 - 2 脱开后用翻转装置1-3 将上架装配2 翻转打开。上架装配2 包括摆动 机构2 -1 和压下机构2 -2,主要控制辊子对钢带的压下量。压下机构2 -2 由减速电机、蜗轮减速机、压下丝杠组成,减速电机通过联轴器与蜗轮减速机中的蜗杆连接,蜗杆带动蜗 轮,蜗轮内孔为T 型螺纹与压下丝杠的T 型螺纹配合形成螺旋升降机构,压下丝杆固定在摆动架上,当需要压下动作时,由减速电机驱动蜗杆带动蜗轮旋转,从而带动压下丝杆沿着丝杆住上或下运动。减速电机传动到蜗轮减速机中的蜗杆使蜗轮转动,压下丝杆旋转仅带动 上辊装配 4 上下运动。为了消除丝杆下端与轴承之间的间隙,在机构中设计有油缸或拉杆与蝶形弹簧组成的平衡装置,当减速电机运转时,轴带动偏心套回转,从而带动上辊系安装 架偏摆。摆动机构2 -1 由减速电机、轴、偏心套、上辊系安装架组成,减速电机驱动轴、轴与偏心套通过键连接,偏心套与上辊系安装架通过滑动配合连接。通过安装在减速电机驱动轴上的偏心套的转动使上辊系安装架产生偏转角度,从而使上辊装配4 整体倾斜调整。对于压下量及偏转角度的大小,通过MTS 精确控制。下辊装配3 和上辊装配4 由23 根上排工作辊、下排工作辊和25 根上层中间辊、下层中间辊及支承辊组组成,位于下架装配1 与上架装配2 之间。工作辊布置为交错式,上排11 根,下排12 根,在工作辊上再交错布置 中间辊上排为12 根,下排13 根,为了防止矫平工作中因工作辊的刚性不足而产生变形和矫正原理的需要,在上下排中间辊上各装有多排上下支承辊组以组成六重式 23 辊矫直机。入口导板5、出口导板6 分设下辊装配3 和上辊装配 4 进出口两侧。
辊系采用六重式可减少支撑辊边缘通过工作辊对带材产生的印痕,同时可提高辊系的刚度。矫直辊不驱动,在结构允许的情况下可根据带材的厚度及状态选择较小的工作辊直径,有利于消除较薄带材的板型缺陷,同时也有利于采用较小的矫直张力,以减少电机容量。此外,矫直辊不驱动,避免了工作辊传动时因传动误差导致的带材与辊子之间的打滑,以及由此造成的带材表面擦伤,提高了成品质量。
图1 所示箭头为不锈钢带材进行拉弯矫直方向。不锈钢钢带经过23 辊矫直机中 经过交错排列矫正辊的多次反向弯曲,使原始曲率的不均匀度逐渐减小,进而矫平,得到平直的带材,本实用新型矫直效果好,生产效率高,经使用,获得满意的效果。
Copyright © 2018 地址:深圳市宝安区松岗街道红星社区宏海大厦5楼 备案号:粤ICP备19052563号 网站地图(百度 / 谷歌)
技术支持: [ ]