专业
高效
原装
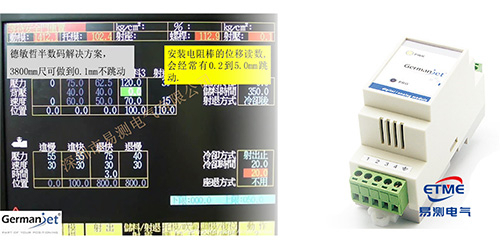
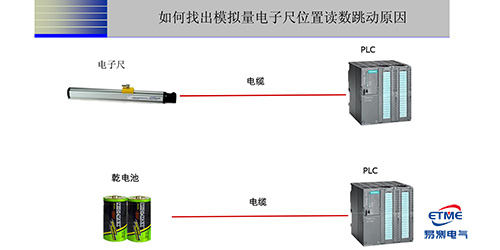
目前国内EMC弱电问题通常是各个工程师们非常头疼的问题,往往成品设备厂家的电气环境是符合EMC要求的然而客户现场的EMC是非常的差的,在没有办法改变客户使用环境的情况下。但又不满意数据跳动的数据,我们做法只能提高设备中各个配件的抗干扰能力,去使用价格更高,然而性价比不高…
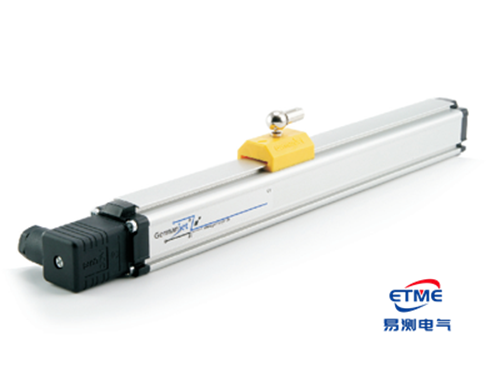
16系列半岛下载平台链接 是专为U型吊环液压油缸又或是受到空间限制的液压油缸而设计。它的绝对位置值被编码成模拟输出或SSI的二进制码或格雷码并且通过串行的RS422标准传送到控制器。配合精确的液压缸及控制阀便组成一个高标准的闭环控制系统16系列半岛下载平台链接 在产品的性…
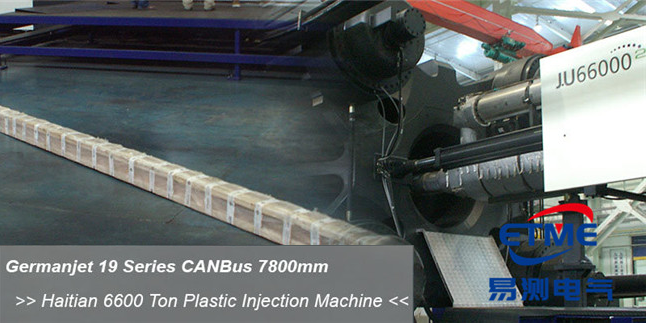
海天6600吨注塑机,66000的锁模力,需要7600MM行程,8米多长的半岛下载平台链接 ,我公司已为海天提供。德敏哲(Germanjet)的生产速度,交货速度,我们做为中国总代商的沟通,运输能力受到前所未有的考验.
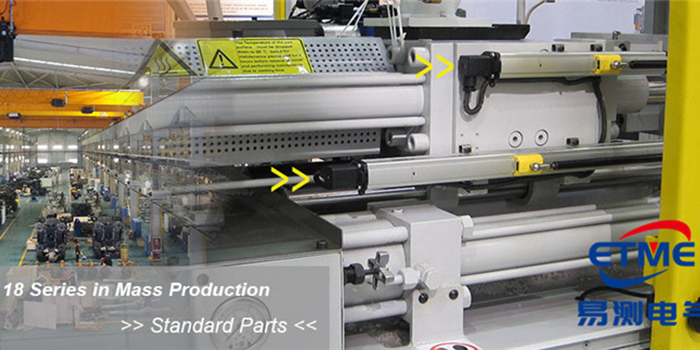
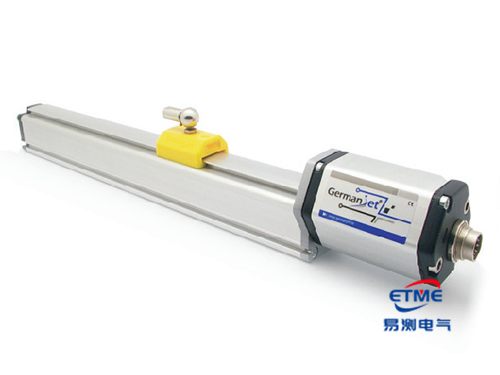
18系列半岛下载平台链接 是采用非接触式磁致伸缩测量技术。此技术能提供高精準、直接和绝对值的位移输出。非接触式设计不但方便安装,而且能消除所有工作磨损而带来的误差。
半岛官网最新下载 是位于中国最具经济活力的国际名城广东省深圳市,是国内领先的传感器与智能自动化解决方案供应商。半岛电子 生产销售Germanjet半岛下载平台链接 ,ETME直线位移传感器,ETME拉绳位移传感器,Gefran位移传感器,LVDT位移传感器,HONEYWELL压力传感器及行程开关,日本CKD气动元器件,韩国TPC气动元器件
1问:什么是磁致伸缩线性位移传感器? 答:磁致伸缩线性位移传感器是新一代直线位移检测产品,它基于磁致伸缩波导材料与游标磁环间的…
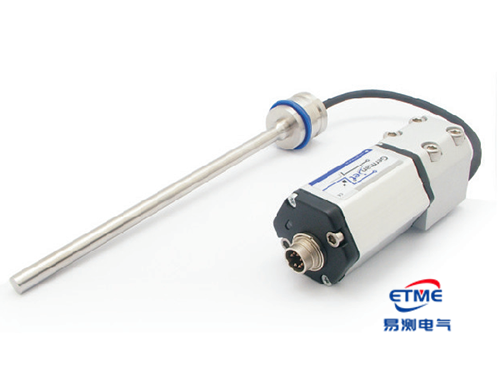
1 8系列磁悬浮位移传感器是 采用 接触式磁悬浮测量技 术。此技术能提供高精准、 直接和绝对值的位移输出 。 接触式设计不但方便安 装…
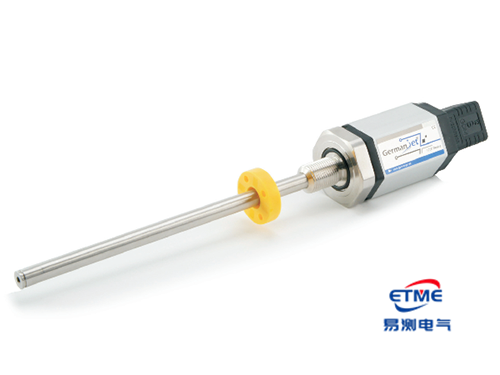
1 7系列磁悬浮位移传感器是 专为液压缸而设计。耐压外 管与六角法兰为100 %不锈 钢,可以直接安装进液压缸里 。电子部份与耐压外…
变频器产生的干扰及解决方案
微信扫码 关注我们
24小时咨询热线075585271862
移动电话13728880902
Copyright © 2018 半岛电子 地址:深圳市宝安区松岗街道红星社区宏海大厦5楼 备案号:粤ICP备19052563号 网站地图(百度 / 谷歌)
技术支持:半岛电子 [半岛电子 ]